 英语
英语 西班牙语
西班牙语 阿拉伯语
阿拉伯语Cat:Products
Continuous tubing, also known as flexible tubing or flexible tubing, is widely used in the fields of well workover, logging and drilling, etc. Its pro...
See Details
Content
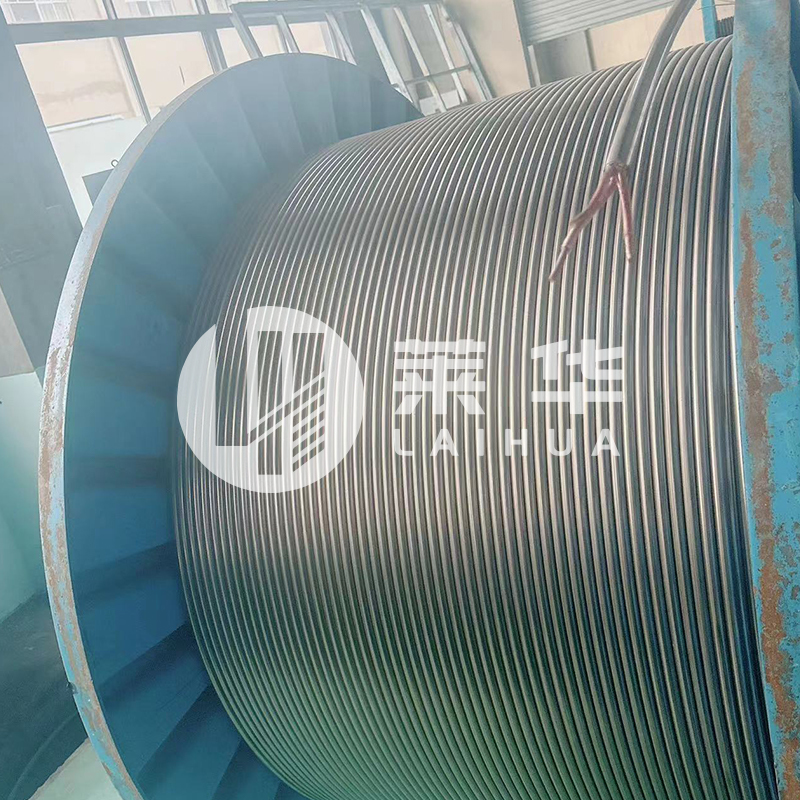
Stainless steel welded tubing coils offer a reliable, cost-effective solution for fluid and gas transport, combining exceptional corrosion resistance with high mechanical strength. They are formed by continuously rolling and welding flat stainless steel strip into a tubular shape, then coiling it for easy handling and installation. This product is widely used in industries such as petrochemical processing, hydraulic instrumentation, and food-grade fluid transfer, where long, uninterrupted runs and consistent internal surfaces are critical.
Compared to seamless alternatives, welded coils provide tighter dimensional tolerances and greater length consistency, often exceeding 1,000 meters per coil. This makes them particularly valuable in heat exchanger fabrication and trace heating systems, where on-site joint reduction saves time and minimises potential leak paths.
The performance of a welded tubing coil is fundamentally determined by its alloy composition. The selection of the correct grade dictates service life in specific environments.
Type 304 and 304L are the most common choices, providing good oxidation resistance up to 870 degrees Celsius. They are suitable for dairy lines, architectural trim, and chemical transport where chloride levels are low. The low carbon content in 304L helps prevent intergranular corrosion after welding.
Type 316 and 316L are enhanced with molybdenum, which significantly increases resistance to chlorides and industrial solvents. This makes them the standard for marine environments, pharmaceutical processing, and coastal heat exchangers. Their resistance to pitting is measurably higher, with a Pitting Resistance Equivalent Number typically above 25.
For applications requiring both high strength and excellent chloride stress corrosion cracking resistance, duplex grades such as 2205 are specified. With a microstructure containing roughly equal parts austenite and ferrite, these welded coils can handle pressures much higher than conventional 300 series steels at a reduced wall thickness, offering weight savings in umbilical cables and subsea hydraulic lines.
The shift from manual welding to automated mill production has improved the reliability of the longitudinal weld seam. Modern tube mills use high-frequency induction or laser welding methods to produce a seam that often matches the parent material’s strength.
After the strip is formed through a series of rollers, the edges are heated and fused together under pressure without filler metal. The external and internal weld beads are typically removed in a controlled scarfing process, creating a smooth surface profile. The tube then goes through bright annealing in a controlled atmosphere furnace, restoring the grain structure and removing thermal discolouration. The result is a weld seam that exhibits grain structures similar to the base material, a crucial factor for fatigue life in cyclic pressure applications.
The choice between seamless and welded tubing coils should be based on pressure rating, cost, and required length. While seamless tubes are traditionally preferred for extreme high-pressure applications, advancements in welding technology have narrowed this performance gap.
| Feature | Welded Coils | Seamless Coils |
|---|---|---|
| Maximum Length | Over 1,500 metres | Generally less than 200 metres |
| Wall Thickness Tolerance | +/ - 0.05 mm typical | +/ - 10% of nominal wall |
| Cost Efficiency | Lower feedstock and processing cost | Higher due to hot extrusion process |
Welded coils are clearly advantageous for applications requiring long circuits. For instance, in a chemical injection line stretching across a refinery, a single welded coil eliminates dozens of potential leak points that would otherwise result from connecting shorter seamless lengths.
Coils are supplied in precise outer diameter ranges, commonly from 1/8 inch (3.18 mm) up to 1 inch (25.4 mm), with wall thicknesses ranging from 0.5 mm to 3 mm. The coiling process itself demands consistent ovality control to ensure the tube feeds smoothly through straighteners and benders during assembly.
Surface finishes directly affect cleanability and fluid dynamics. The standard finish for instrumentation and hydraulic coils is typically bright annealed, which provides a smooth, reflective surface free of scale. For ultra-high purity gas lines in semiconductor fabrication, electropolished welded coils are specified to reduce surface roughness to Ra 0.25 micrometres or less. This minimises particle adhesion and outgassing.
The versatility of welded tubing coils has led to their adoption across highly demanding sectors. The following list highlights where their specific attributes provide a direct functional benefit.
Non-destructive testing is integral to the supply of certified welded coils. Eddy current testing is the primary inline method, capable of detecting pinholes, seam cracks, and dimensional variation at production speeds. For critical service, entire coil lengths may be subjected to hydrostatic pressure testing at pressures exceeding 5,000 psi to verify structural integrity.
Mechanical testing on sample sections includes reverse flattening and flare tests to expose weld weakness. A robust weld should withstand a flattening test where the weld is positioned at 90 degrees to the compression force without cracking, confirming the ductility necessary for tight-radius bending in the field.
Proper handling preserves the integrity of the coil. It is advisable to use pay-off reels with a diameter at least 20 times the tube outer diameter to prevent kinking. Uncoiling should be done in a straight line to avoid introducing a twist, which can create complex residual stresses.
When bending in the field, a minimum bend radius of three times the tube diameter is standard practice. For instrumentation work, hand benders with appropriate radius blocks prevent the flattening of the outer radius wall. Unlike some carbon steel products, the bright annealed surface does not require post-bending chemical cleaning, except for a simple wipe-down with a suitable solvent to remove lubricant from the bending tools.
Continuous tubing, also known as flexible tubing or flexible tubing, is widely used in the fields of well workover, logging and drilling, etc. Its pro...
See Details high-temperature testing cable")
Purpose: The high-temperature testing cable, combined with the high-temperature testing vehicle, is mainly used in multi-parameter testing of heavy oi...
See Details
The Stainless Steel Fibre Optic Test Cable is a special test cable that combines the durability of stainless steel with the high transmission efficien...
See Details
Instructions for the use of hydraulic control pipelines Hydraulic control pipeline, also known as capillary. Mainly used for underground capillary pre...
See Details")
Stainless steel clad pipe is a piping system that combines the durability of stainless steel with the protection of plastic. This piping system is usu...
See Details
Application field:The electric induction heating system is a complete set of electric heating devices developed by our company specifically for heavy ...
See Details
The ferrule type pipe joint consists of three parts: the joint body, ferrule, and nut. When the clamp and nut are inserted into the joint body on the ...
See Details
Continuous Tubing Skid Winch is a specially designed equipment for oilfield operations, which combines the design features of the Continuous Tubing Wo...
See DetailsE-mail: [email protected]
Phone: +86-15996597000
+86-18252893456
Whatsapp: +86-18252874678
Address: No. 3 Xinyuan Road, Nanmo Town Industrial Park, Hai'an City, Nantong City, Jiangsu Province, China
QR code on
mobile phone





Contact Us