 英语
英语 西班牙语
西班牙语 阿拉伯语
阿拉伯语Cat:Products
Continuous tubing, also known as flexible tubing or flexible tubing, is widely used in the fields of well workover, logging and drilling, etc. Its pro...
See Details
Content
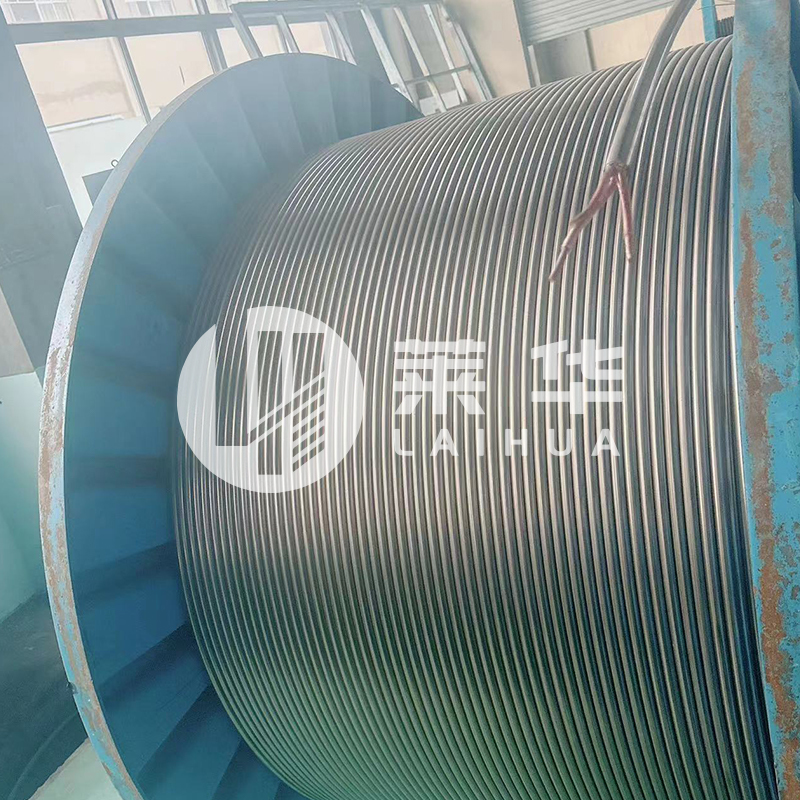
Stainless steel welded coils are continuous strips of stainless steel formed by welding individual sheets or strips end-to-end, then wound into coil form for efficient storage, transport, and downstream processing. Unlike seamless coils drawn from a solid billet, welded coils are manufactured by joining flat-rolled stainless steel through high-frequency electric resistance welding (ERW) or laser welding, producing a consistent cross-section with predictable mechanical properties.
The resulting coil can range from a few hundred kilograms to several tonnes, with widths typically spanning 6 mm to 2,000 mm and thicknesses from 0.1 mm to 6 mm, depending on the grade and intended application. This dimensional versatility makes welded coils a preferred input material across industries that require high-volume, roll-to-roll processing.
Grade selection is critical when specifying stainless steel welded coils, as it directly determines corrosion resistance, weldability, and service life. The most widely used grades include:
Choosing the correct grade avoids over-specification (unnecessary cost) and under-specification (premature failure), both of which are common and expensive mistakes in procurement.
The production of stainless steel welded coils follows a well-defined sequence that determines final quality and consistency:
Modern production lines can achieve weld seam tensile strengths that meet or exceed the base metal specification, meaning the weld zone is not the weak point in properly manufactured coils.
Surface finish is not merely cosmetic — it directly affects corrosion resistance, cleanability, and suitability for forming operations. The most common finishes for stainless steel welded coils are:
| Finish | Description | Typical Applications |
|---|---|---|
| 2B | Cold-rolled, annealed, pickled, skin-passed; smooth, slightly reflective | General engineering, food equipment, stamping |
| 2D | Dull finish; no skin pass; better for deep drawing | Deep-drawn parts, cookware blanks |
| BA (Bright Annealed) | Annealed under controlled atmosphere; mirror-like surface | Decorative panels, elevator interiors, appliance fronts |
| No. 4 | Brushed (linearly grained); Ra 0.2–0.5 µm | Kitchen equipment, architectural cladding |
For hygienic applications such as food processing or pharmaceutical manufacturing, Ra ≤ 0.8 µm is the widely accepted upper limit for surfaces in product contact, making 2B or No. 4 finishes the practical choices.
Stainless steel welded coils serve as the input material for roll-forming, stamping, tube welding, and precision slitting operations across a broad range of sectors:
Buyers sourcing stainless steel welded coils for industrial use should verify compliance with relevant international standards. Key benchmarks include:
Always request a 3.1 Mill Test Certificate (per EN 10204) when sourcing welded coils for structural or pressure-containing service. This document confirms chemical composition, mechanical test results, and heat/coil traceability from the mill to the final coil.
A frequent procurement question is whether to specify welded or seamless product. For flat-rolled coil applications, seamless is not a relevant distinction — all coil is produced from flat strip. The welded vs. seamless debate applies primarily to tubular products, where:
For most tube fabricators, stainless steel welded coils provide a cost advantage of 15–30% over equivalent seamless hollows, without compromising performance in the intended service condition.
When evaluating suppliers of stainless steel welded coils, the following criteria deserve attention beyond the quoted price per kilogram:

Continuous tubing, also known as flexible tubing or flexible tubing, is widely used in the fields of well workover, logging and drilling, etc. Its pro...
See Details high-temperature testing cable")
Purpose: The high-temperature testing cable, combined with the high-temperature testing vehicle, is mainly used in multi-parameter testing of heavy oi...
See Details
The Stainless Steel Fibre Optic Test Cable is a special test cable that combines the durability of stainless steel with the high transmission efficien...
See Details
Instructions for the use of hydraulic control pipelines Hydraulic control pipeline, also known as capillary. Mainly used for underground capillary pre...
See Details")
Stainless steel clad pipe is a piping system that combines the durability of stainless steel with the protection of plastic. This piping system is usu...
See Details
Application field:The electric induction heating system is a complete set of electric heating devices developed by our company specifically for heavy ...
See Details
The ferrule type pipe joint consists of three parts: the joint body, ferrule, and nut. When the clamp and nut are inserted into the joint body on the ...
See Details
Continuous Tubing Skid Winch is a specially designed equipment for oilfield operations, which combines the design features of the Continuous Tubing Wo...
See DetailsE-mail: [email protected]
Phone: +86-15996597000
+86-18252893456
Whatsapp: +86-18252874678
Address: No. 3 Xinyuan Road, Nanmo Town Industrial Park, Hai'an City, Nantong City, Jiangsu Province, China
QR code on
mobile phone





Contact Us